工作機械はモノづくりのための機械
工作機械とは主に金属の塊に穴を開けたり、削ったりして部品を作る機械のことです。その用途によって様々な種類がありますが、工作機械は機械を作るための部品も削っていることから、「機械を作る機械」「マザーマシン」と呼ばれ、モノづくりの環境において欠かせない役割を担っています。

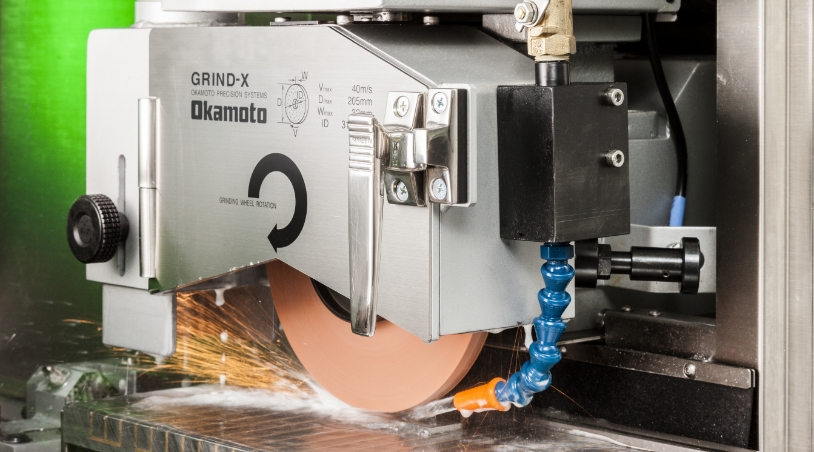
工作機械の中でも、Okamotoが注力しているのが「研削盤」です。
平面研削盤、成形研削盤、円筒研削盤など豊富なラインナップを取り揃えており、特に「平面研削盤」カテゴリは国内でもトップシェアを誇ります。
研削盤
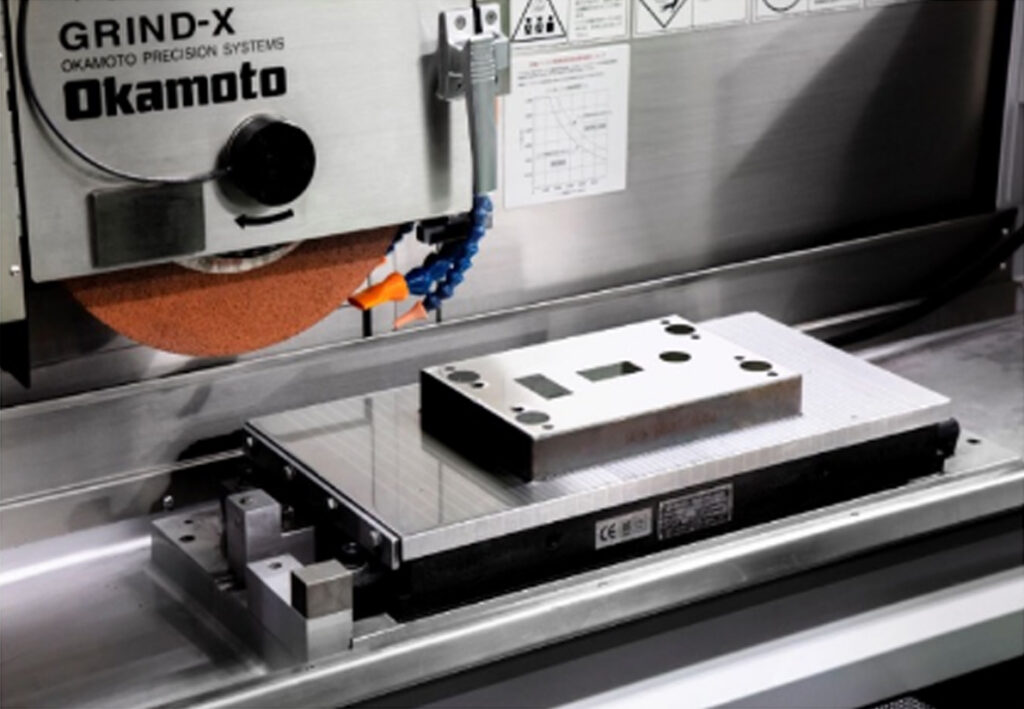
砥石を用いて金属などの加工物の表面を高精度に仕上げる工作機械です。
切削よりも微細な加工が可能で、寸法精度や表面粗さの厳しい部品製造に用いられます。
精密機械、金型、自動車部品など幅広い分野で活躍しています。
一貫生産体制の採用

製造への理想











主な加工方法
技術紹介
お客様が求める際限のない要求精度を可能にすることで、モノづくりに大きく貢献していきます。
こちらではその加工事例の一部をご紹介いたします。
加工方法について
加工物の平面を研削する加工。平面度・面粗度・平行度・寸法等、要求される数値がいくつかあり、Okamotoではそれぞれに合った最適な平面研削盤を用意しています。
加工物の平面を研削する加工。平面度・面粗度・平行度・寸法等、要求される数値がいくつかあり、Okamotoではそれぞれに合った最適な平面研削盤を用意しています。
| 機械 | NC精密平面研削盤 PSG104CA-iQ | |
| 品名 | テストワーク | |
| 寸法 | 150×50×60mm | |
| 材質 | SK3 (HRC53~55) | |
| 精度 | 平行度:1.5μm | |
| 機械 | NC精密平面研削盤 PSG106CA-iQ | |
| 品名 | テストワーク | |
| 寸法 | 250×200×10mm | |
| 材質 | NAK80 (HRC55) | |
| 精度 | 表面粗さ:Ra 12nm | |
| 機械 | 精密平面研削盤 PSG64SA1 | |
| 品名 | 金型プレート | |
| 寸法 | 450×300×25mm | |
| 材質 | SKD11 (HRC55) | |
| 精度 | 平面度:1.2μm | |

| 機械 | CNC超精密門形平面研削盤 UPG208CHLiⅡ | |
| 品名 | 特殊テーブル | |
| 寸法 | 900×700×50mm | |
| 材質 | SUS420J2 (HRC52) | |
| 精度 | 平行度 :1.9μm | |
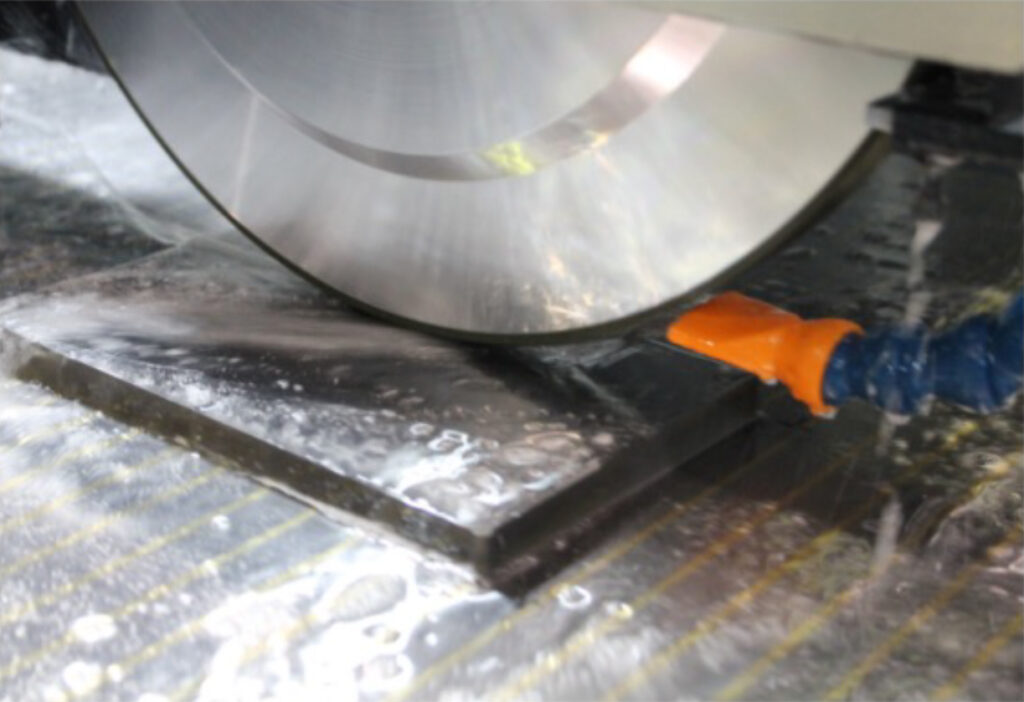
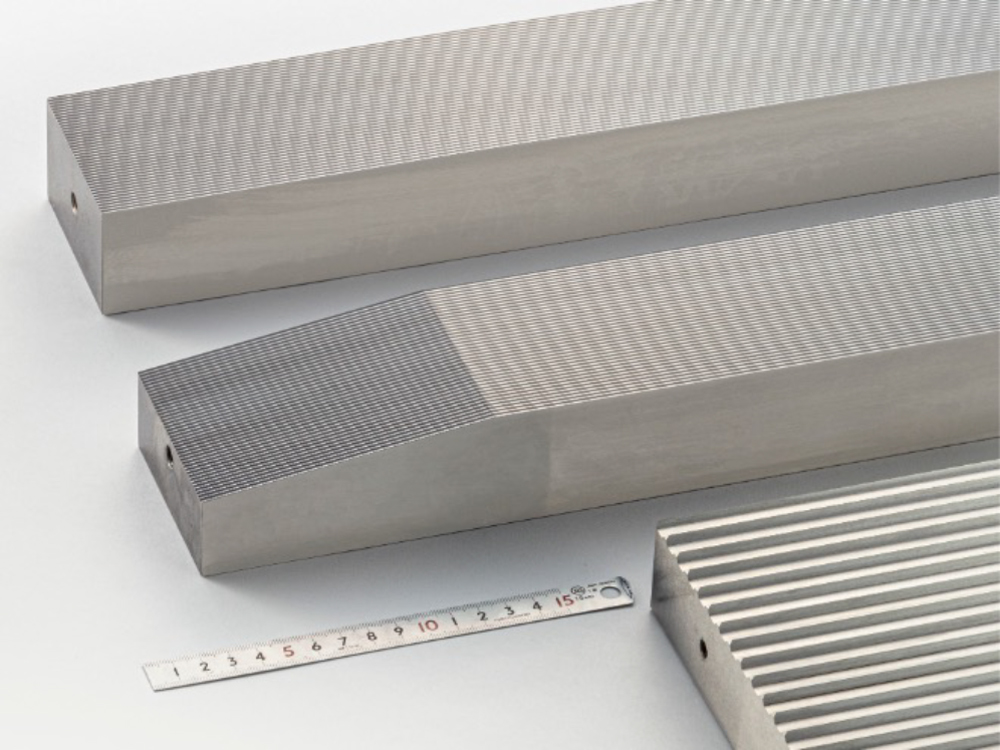
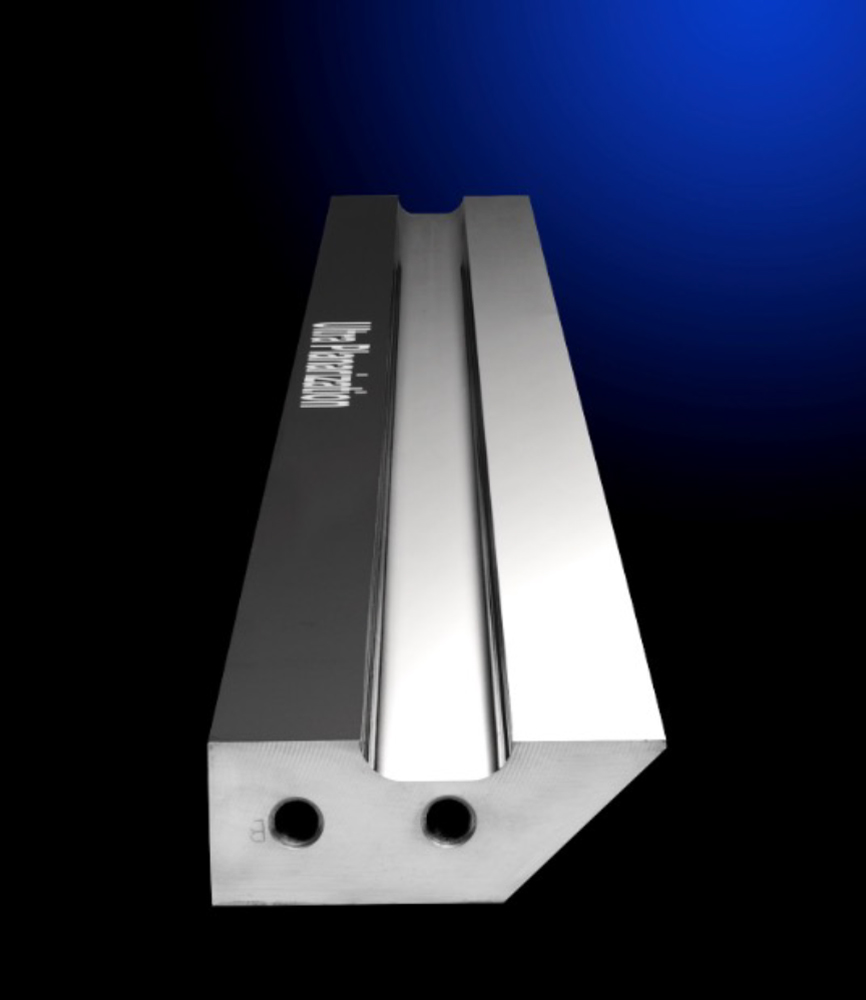
高剛性研削盤・切れるといし・切れる研削液の3要素により従来の研削常識を遥かに超える粗取り切込み量を達成。
またリニアモータ駆動採用でテーブル反転スピードも向上し、画期的な高能率研削を提案します。
高剛性研削盤・切れるといし・切れる研削液の3要素により従来の研削常識を遥かに超える粗取り切込み量を達成。
またリニアモータ駆動採用でテーブル反転スピードも向上し、画期的な高能率研削を提案します。

| 機械 | CNC門形平面研削盤 UPG208CHLi | |
| 品名 | テストワーク | |
| 寸法 | 1300×500×100mm | |
| 材質 | S50C (HRC47) | |
| 効率 | 切込み量0.1mmに対して除去率96% | |
| 特徴 | モーターコア用順送金型やスロットダイなどの究極平面を創生 | |

| 機械 | 精密平面研削盤 PSG63CA-iQ | |
| 品名 | テストワーク | |
| 寸法 | 400×200×50mm | |
| 材質 | SK3 (HRC50) | |
| 効率 | 切込み量0.05mmに対して除去率94% | |
| 特徴 | 15inch大型タッチパネルと文字レス対話ソフトを標準搭載 | |

| 機械 | 精密平面研削盤 PSG106CA-iQ |
| 品名 | プレート |
| 寸法 | 400×400×50mm |
| 材質 | S50C (HRC36) |
| 効率 | 切込み量0.02mmに対して除去率94% |
| 特徴 | といしの粒度を入力することで最適な研削とドレス条件を自動生成 |

| 機械 | CNC精密円筒研削盤 OGM350NCⅢ |
| 品名 | テストワーク |
| 寸法 | φ50×30mm |
| 材質 | SCM415 (HRC56) |
| 効率 | 切込み速度:F2.0mm/min |
| 精度 | 表面粗さ:Ra 0.42μm |
| 特徴 | 業界唯一のテーブル左右V-V摺動面を採用 優れた真直性を実現 |
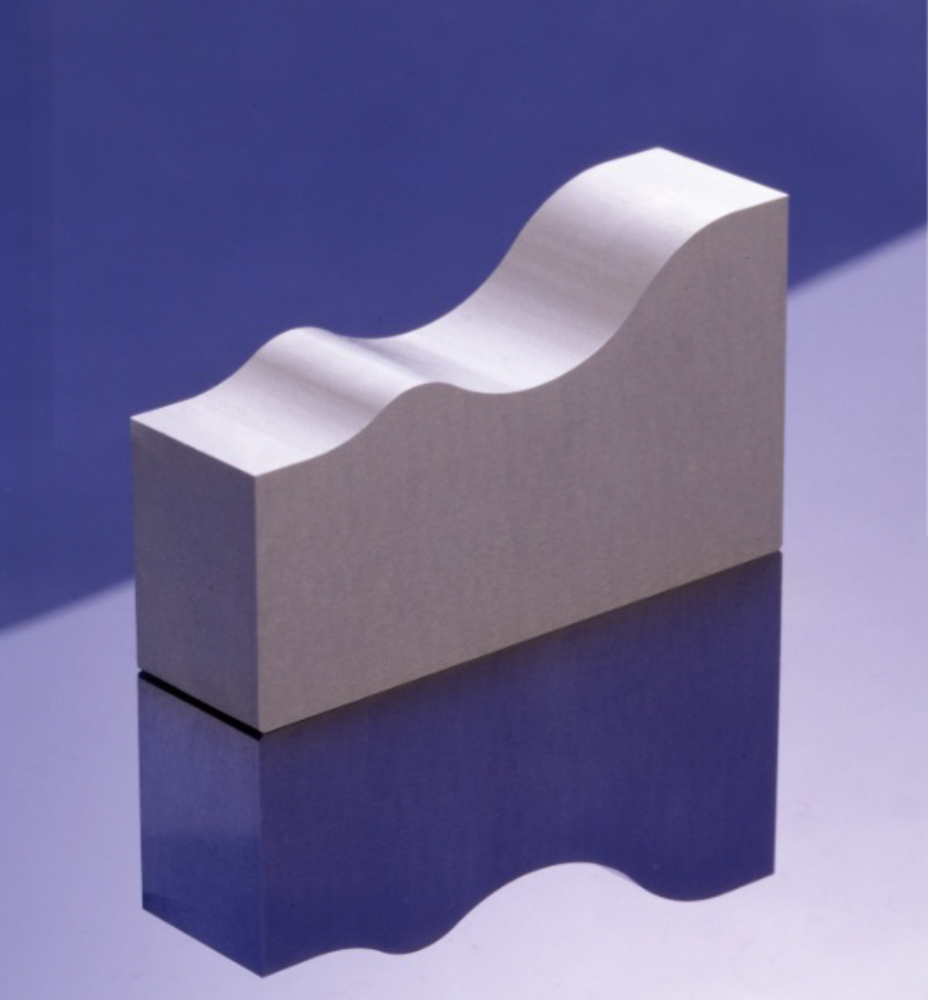
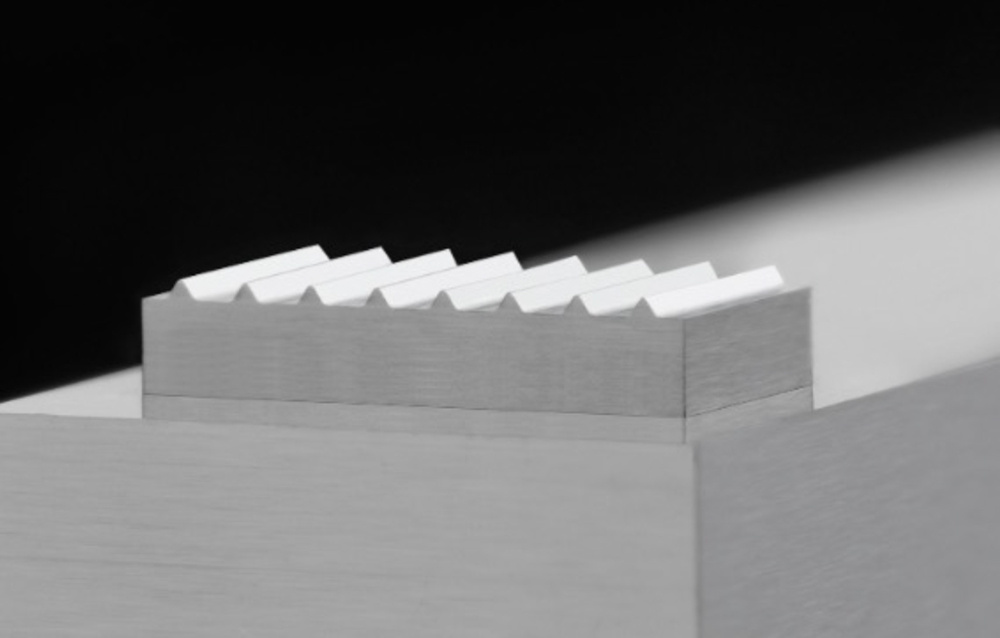
といしの形状を加工物と同様にし、研削を行います。複雑な形状や量産研削を行う場合に多用されます。
といしの形状を加工物と同様にし、研削を行います。複雑な形状や量産研削を行う場合に多用されます。
| 機械 | NC精密平面研削盤 PSG104CA3 |
| 品名 | 転造ダイス |
| 寸法 | 350×50mm |
| 材質 | SKD11 (HRC60-63) |
| 精度 | ピッチ精度:±3μm以内 |

| 機械 | NC精密平面研削盤 PSG64CA3 |
| 品名 | テストワーク |
| 寸法 | 50×35×30mm |
| 材質 | HPM10 (HRC60) |
| 精度 | 輪郭精度:±1.5μm |
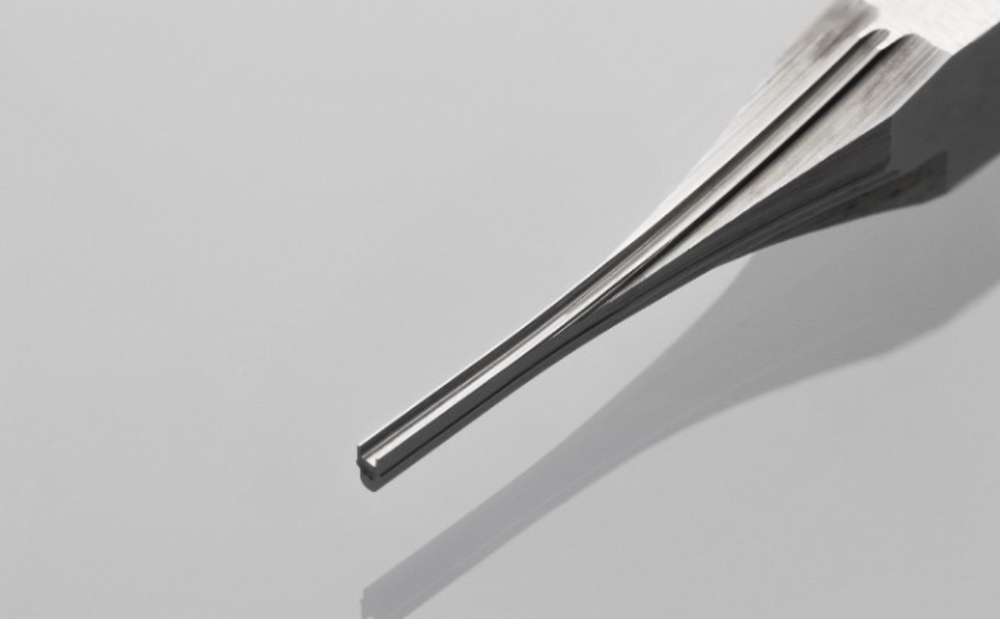
加工物の輪郭に沿って倣い研削を行います。
UPZシリーズにCCDカメラを搭載し、反射と投影を利用、操作画面でワーク形状を確認し高精度な研削を行います。
加工物の輪郭に沿って倣い研削を行います。
UPZシリーズにCCDカメラを搭載し、反射と投影を利用、操作画面でワーク形状を確認し高精度な研削を行います。
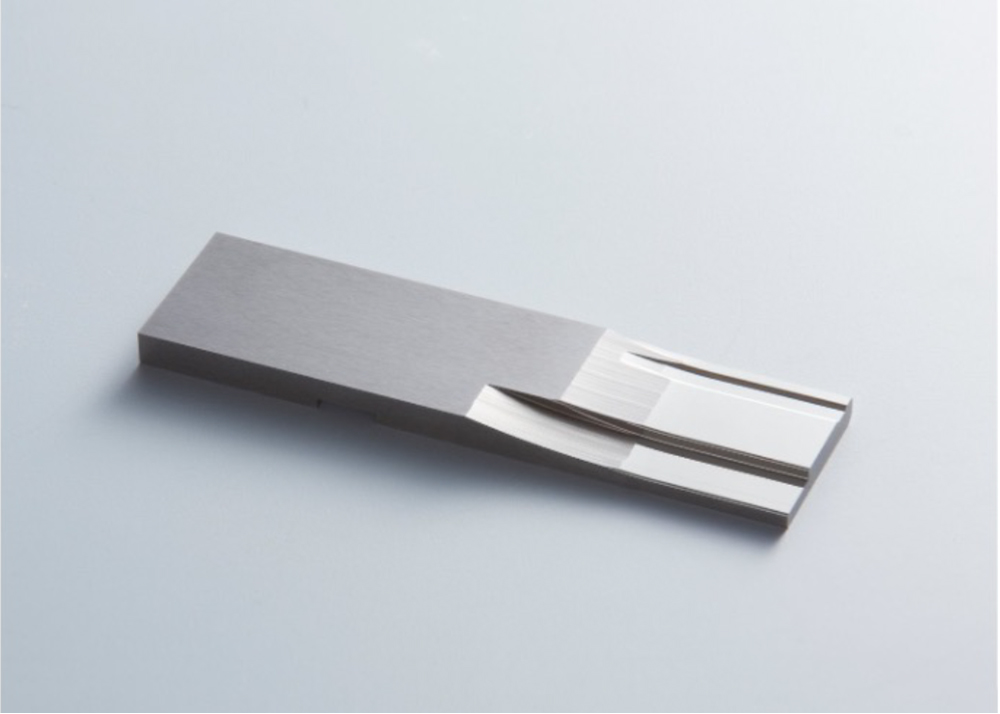
| 機械 | 超精密成形研削盤 UPZ210LiⅡ |
| 品名 | プレスパンチ |
| 寸法 | 60×14×3mm |
| 材質 | KD10 (HRA90~92) |
| 精度 | 輪郭精度:±1μm 表面粗さ:Ra 23.2nm |
| 機械 | NC精密平面研削盤 PSG64CA-iQ |
| 品名 | テストワーク |
| 寸法 | 120×25×50mm |
| 材質 | SCM415 (HRC56) |
| 精度 | 輪郭精度:±1.5μm |
| 機械 | 門形精密平面研削盤 UPG-CHLi |
| 品名 | テストワーク |
| 寸法 | 1200×80×30mm |
| 材質 | SX105V (HRC56) |
| 精度 | 表面粗さ:Ra 12nm |
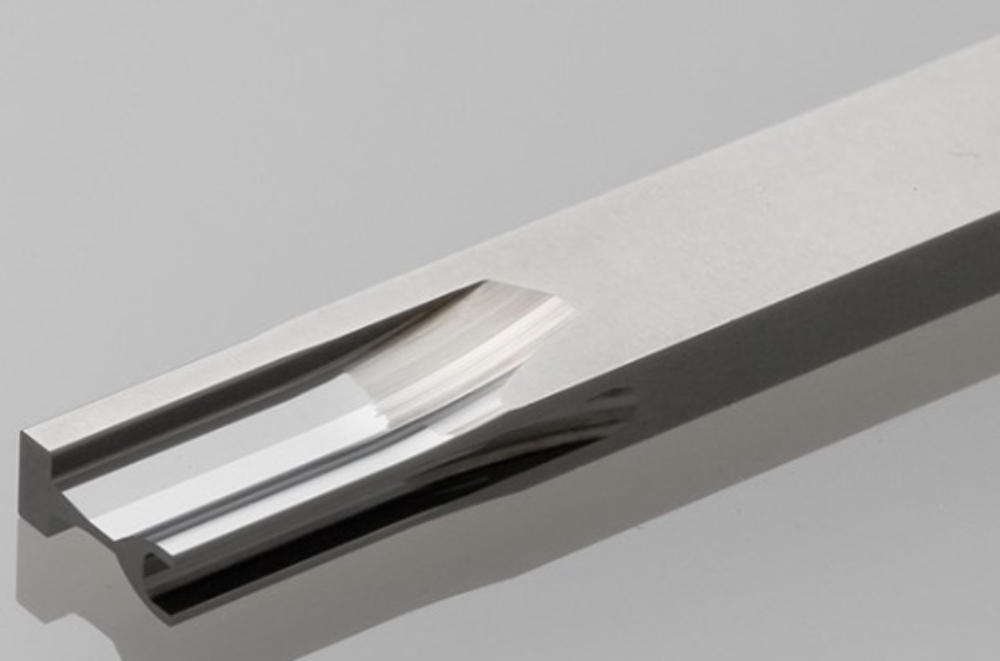
超精密成形研削盤UPZシリーズにCCDカメラを搭載、反射と投影を利用し、操作画面でワーク形状を検査しながら高精度且つ微細な加工物の研削を行います。
超精密成形研削盤UPZシリーズにCCDカメラを搭載、反射と投影を利用し、操作画面でワーク形状を検査しながら高精度且つ微細な加工物の研削を行います。

| 機械 | 超精密成形研削盤 UPZ210LiⅡ |
| 品名 | プレスパンチ |
| 寸法 | 8×8×60mm |
| 材質 | KD20 (HRA91) |
| 精度 | 輪郭精度:±2μm |
| 機械 | 超精密成形研削盤 UPZ210LiⅡ-2 |
| 品名 | プレスパンチ |
| 寸法 | 0.95×0.445mm(先端) |
| 材質 | KD20 (HRA91) |
| 精度 | 輪郭精度:±2μm |

| 機械 | 超精密研削盤 UPZ210LiⅡ |
| 品名 | トルクスピン |
| 寸法 | φ1.6×20.5mm |
| 材質 | VF12 (HRA92) |
| 精度 | 輪郭精度:±3μm |
| 機械 | 超精密成形研削盤 UPZ210LiⅡ |
| 品名 | プレスパンチ |
| 寸法 | 50×12.5×3.8mm |
| 材質 | EF10 (HRA92) |
| 精度 | 輪郭精度:±1.5μm 表面粗さ:Ra 32nm |
| 機械 | 超精密成形研削盤 UPZ210LiⅡ |
| 品名 | 段付き角エジェクターピン |
| 寸法 | 100×2×0.7mm |
| 材質 | SKH51 (HRC59~61) |
| 精度 | 厚み寸法精度:±1μm 反り無きこと |

| 機械 | 超精密成形研削盤 UPZ210LiⅡ |
| 品名 | テストワーク |
| 寸法 | φ20×82mm |
| 材質 | KD20 (HRA91) |
| 精度 | 輪郭精度:±2μm |
鏡面研削加工とは、微細な砥粒によって、ナノオーダーで仕上げる加工であり、最適な機械を提案します。
鏡面研削加工とは、微細な砥粒によって、ナノオーダーで仕上げる加工であり、最適な機械を提案します。

| 機械 | CNC超精密平面研削盤 UPG84CALi2 |
| 品名 | テストワーク |
| 寸法 | 200×200×30mm |
| 材質 | SKD11 (HRC56~60) |
| 精度 | 平面度:0.4μm 平行度:0.9μm |

| 機械 | 超精密平面研削盤 UPG63CA-iQ |
| 品名 | スマートフォンレンズ金型プレート |
| 寸法 | 300×300×30mm |
| 材質 | HAP40 (HRC67) |
| 精度 | 平面度:0.5μm 平行度:1μm 表面粗さ:Ra19nm |

| 機械 | CNC超精密門形平面研削盤 UPG106CALi2 |
| 品名 | モータコア用プレス金型 |
| 寸法 | 600×400×80mm |
| 材質 | SKD11 (HRC56~60) |
| 精度 | 平面度:2.2μm 表面粗さ:Ra 60nm |

| 機械 | CNC超精密門形平面研削盤 UPG3010CHLi2 |
| 品名 | テストワーク |
| 寸法 | 950×400×30mm |
| 材質 | SKS3(HRC60) |
| 精度 | 平面度:2.3μm 表面粗さ:Ra 4.2nm |

| 機械 | CNC超精密門形平面研削盤 UPG84CALi2 |
| 品名 | プレス金型 |
| 寸法 | 500×500×30mm |
| 材質 | S45C(HRC13) |
| 精度 | 平面度:1.3μm 表面粗さ:Ra 51nm |

| 機械 | CNC超精密平面研削盤 UPG-CHLiシリーズ |
| 品名 | Tダイ |
| 寸法 | 1500×100×40mm |
| 材質 | STAVAX(HRC35) |
| 精度 | 表面粗さ:Ra 13.7nm |
| 機械 | ポリッシングマシン SPH2500 |
| 品名 | スロットダイ |
| 寸法 | 1500×100×40mm |
| 材質 | HPM38 (HRC58) |
| 精度 | 表面粗さ:Ra 8.9μm |
円筒研削盤で円筒状のワークの外周や端面を研削します。
円筒研削盤で円筒状のワークの外周や端面を研削します。

| 機械 | CNC精密円筒研削盤OGM350NCⅢ |
| 品名 | 圧延ロール |
| 寸法 | φ90×100mm |
| 材質 | M70(HRA88) |
| 精度 | 輪郭精度:±1μm 表面粗さ:Ra 36nm |

| 機械 | CNC精密円筒研削盤OGM350NCⅢ |
| 品名 | 金型パンチ |
| 寸法 | φ10×60mm |
| 材質 | KD20(HRA91) |
| 精度 | 表面粗さ:Ra 5.1nm |
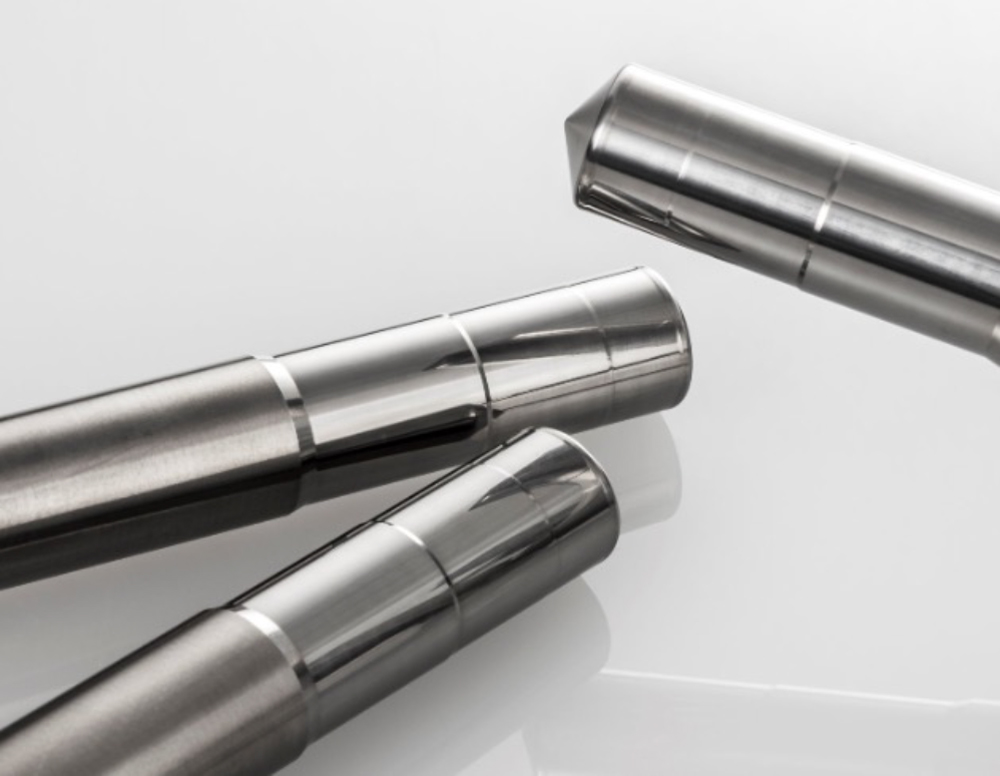
| 機械 | CNC精密円筒研削盤 OGM250NCⅢ |
| 品名 | 冷間鍛造パンチ |
| 寸法 | φ13×120mm |
| 材質 | KD20 (HRA91) |
| 精度 | 円筒度:1.369μm 表面粗さ:Ra 21nm |

| 機械 | CNC精密円筒研削盤 OGM250NCⅢ(工作主軸静圧仕様) |
| 品名 | 冷間鍛造パンチ |
| 寸法 | φ50×250mm |
| 材質 | RD60 (HRA88) |
| 精度 | 真円度:0.1μm 表面粗さ:Ra 11nm |
| 機械 | CNC精密円筒研削盤OGM330NCAGⅢ |
| 品名 | ピニオンギア |
| 寸法 | φ20×70mm |
| 材質 | SCM415 (HRC56) |
| 精度 | 直角度:1μm |
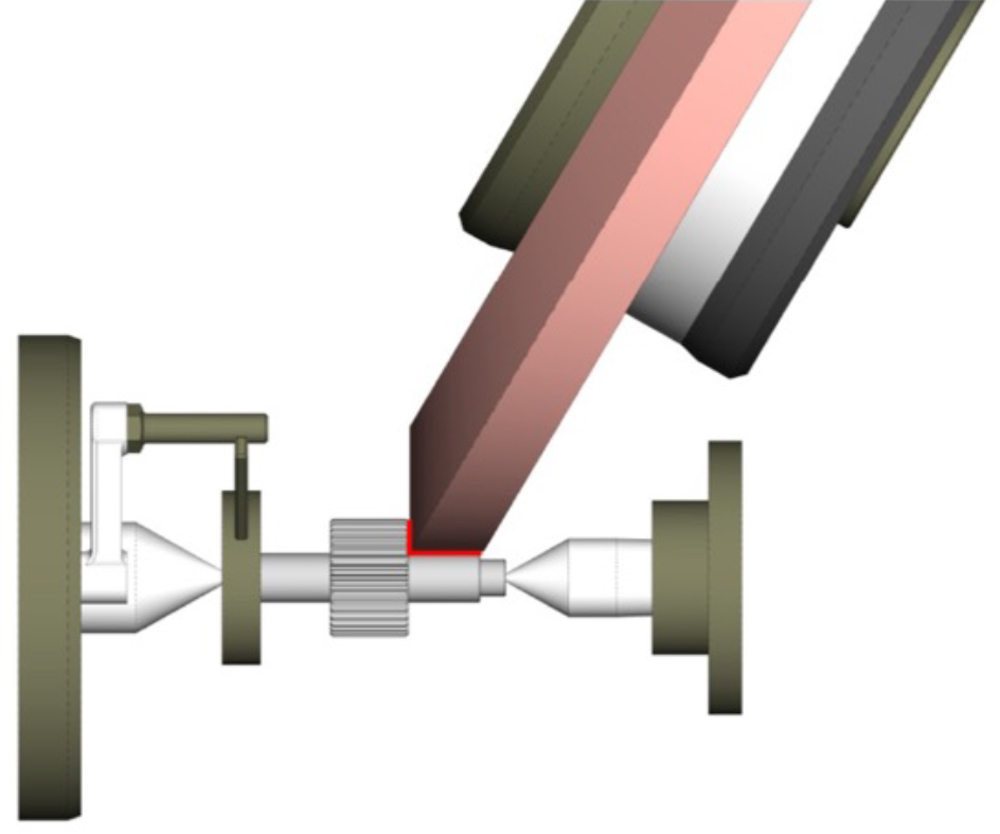
内面研削盤で円筒状のワークの内周や端面を研削します。
量産加工に特化した小型立形内面研削盤、大物の加工に最適な立形内面研削盤等、最適な機械を用意しました。
内面研削盤で円筒状のワークの内周や端面を研削します。
量産加工に特化した小型立形内面研削盤、大物の加工に最適な立形内面研削盤等、最適な機械を用意しました。

| 機械 | CNC精密内面研削盤 IGM15NCⅢ-2 |
| 品名 | リテーナー |
| 寸法 | 外径φ20×内径φ15×10mm |
| 材質 | S45C (HRC56) |
| 精度 | 真円度:0.8um 表面粗さ:Ra0.2μm |
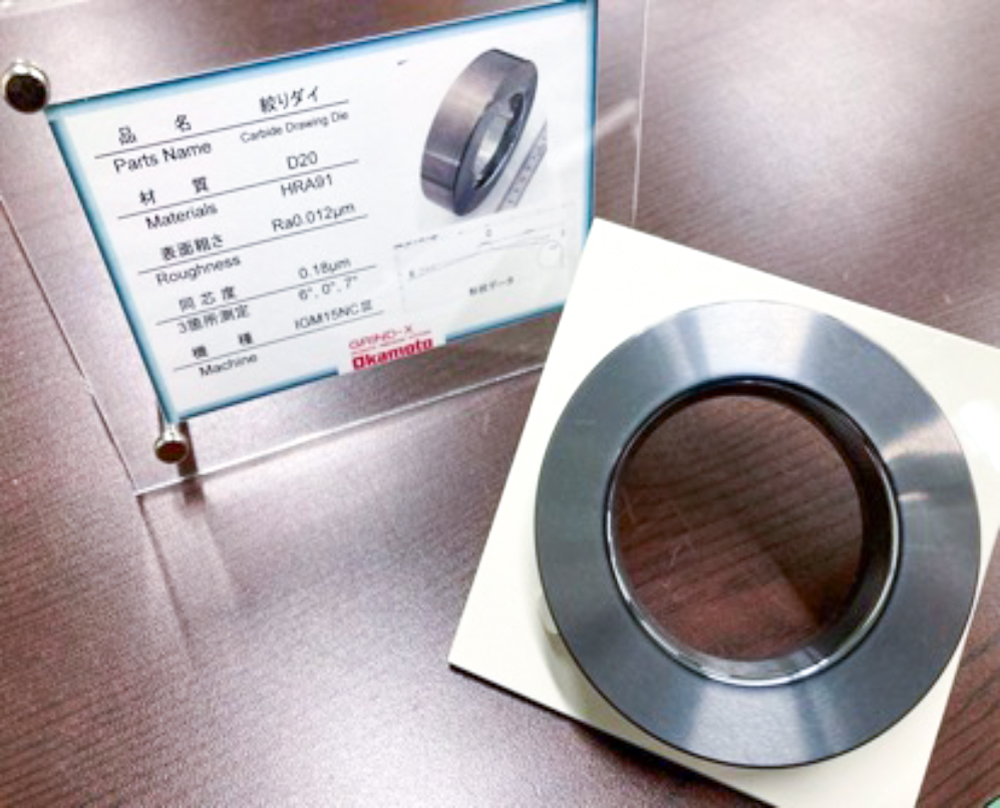
| 機械 | CNC精密内面研削盤 IGM15NCⅢ-2 |
| 品名 | 冷間鍛造絞りダイ |
| 寸法 | 外径φ30×内径φ20×8mm |
| 材質 | D20(HRA91) |
| 精度 | 同芯度:0.18μm 表面粗さ:Ra 12nm |
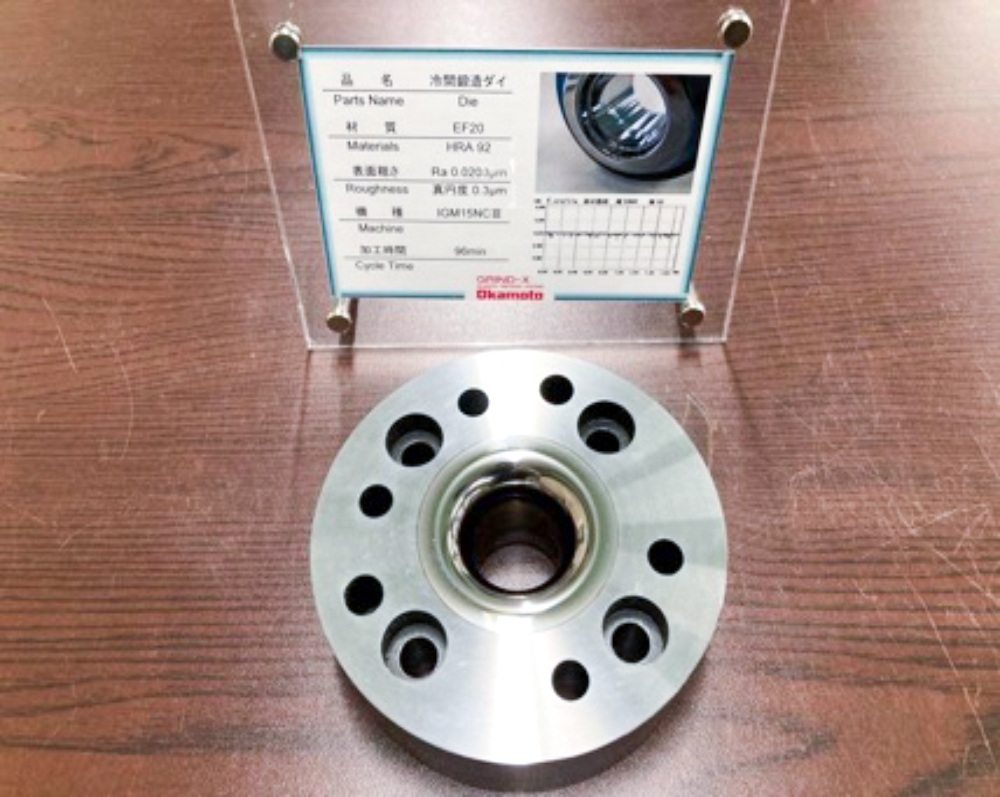
| 機械 | CNC精密内面研削盤 IGM15NCⅢ |
| 品名 | 冷間鍛造絞りダイ |
| 寸法 | 外径φ40×内径φ20×15mm |
| 材質 | EF20 (HRA92) |
| 精度 | 真円度:0.3um 表面粗さ:Ra 20nm |
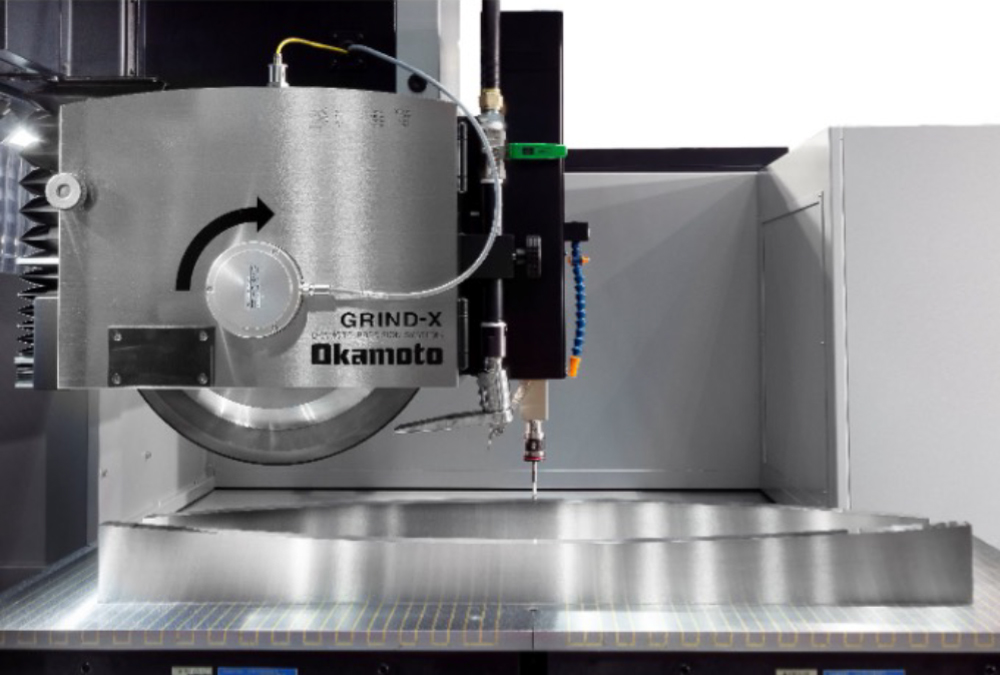
セラミックス・石英ガラス・SiCなどの脆性材料では高精度な仕上げ可能はもちろん、高剛性な機械での粗取りや複合研削が可能な機械の導入により、加工時間の短縮に大きく貢献します。
セラミックス・石英ガラス・SiCなどの脆性材料では高精度な仕上げ可能はもちろん、高剛性な機械での粗取りや複合研削が可能な機械の導入により、加工時間の短縮に大きく貢献します。

| 機械 | CNC精密ロータリ研削盤PRG8-iQ |
| 品名 | 半導体製造部品関係 |
| 寸法 | φ300×10mm |
| 材質 | アルミナセラミックス |
| 精度 | 平面度:2.1μm(効率重視) |

| 機械 | 複合研削盤 UGM64GC | |
| 品名 | フォーカスリング | |
| 材質 | 石英ガラス | |
| 寸法 | 外径φ410×内径φ360×14mm | |
| 精度 | 厚み寸法精度:±0.01mm 内外径形状精度:±0.05mm |
|
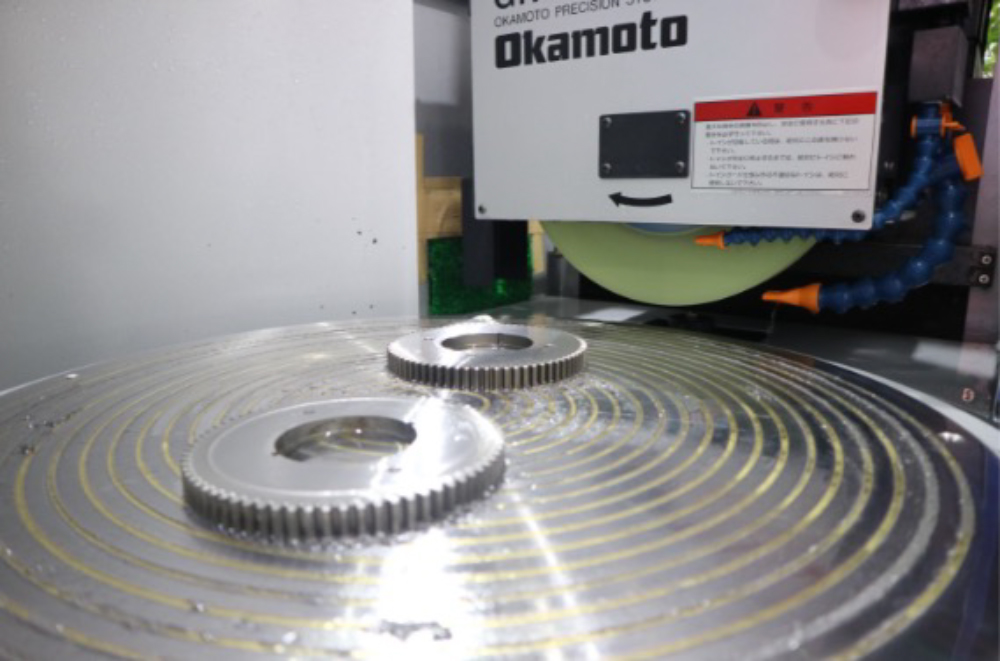
円テーブルが回転することで、リング状の加工物では大幅な加工時間の短縮が図れます。
立形のVRGシリーズでは上下方向の動作のみとなるため、より短縮が可能となっています。
小物部品の量産、リングや円プレート形状の平面・段加工など、お客様のニーズに合わせた最適な機種を提案します。
円テーブルが回転することで、リング状の加工物では大幅な加工時間の短縮が図れます。
立形のVRGシリーズでは上下方向の動作のみとなるため、より短縮が可能となっています。
小物部品の量産、リングや円プレート形状の平面・段加工など、お客様のニーズに合わせた最適な機種を提案します。

| 機械 | CNC精密ロータリー研削盤PRG6-iQ |
| 品名 | ドライブリング |
| 寸法 | φ341×厚み1.5mm |
| 材質 | SUS304 (HRC10) |
| 精度 | 平面度:4μm |
| 機械 | CNC精密ロータリー研削盤PRG8-iQ |
| 品名 | ギア |
| 材質 | SKD11 (HRC60) |
| 寸法 | φ90×15mm |
| 精度 | 平面度:2.4μm 複数個の寸法バラつき:±2μm |

| 機械 | CNC精密ロータリー研削盤PRG8-iQ |
| 品名 | ベアリング部品 |
| 寸法 | φ40~100×3~7mm |
| 材質 | SUJ2 (HRC62) |
| 精度 | 複数個の寸法バラつき:±5μm |

| 機械 | CNC超精密ロータリー研削盤UPR3NC |
| 品名 | 金型部品(スペーサー) |
| 寸法 | φ20mm |
| 材質 | (現状不明) |
| 精度 | 平行度:0.28μm |
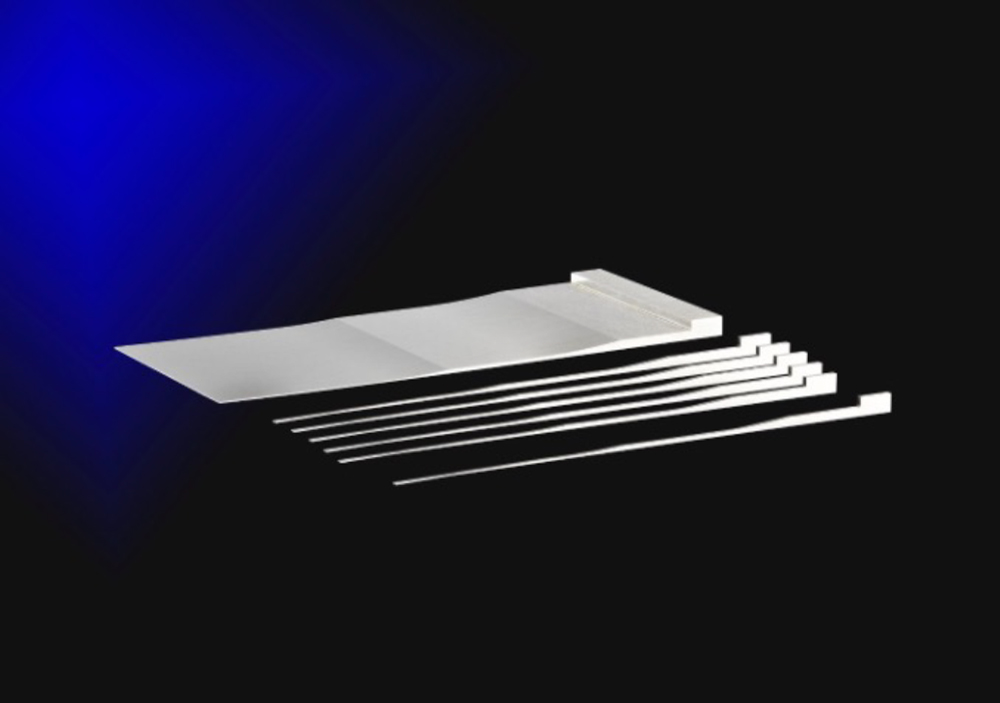
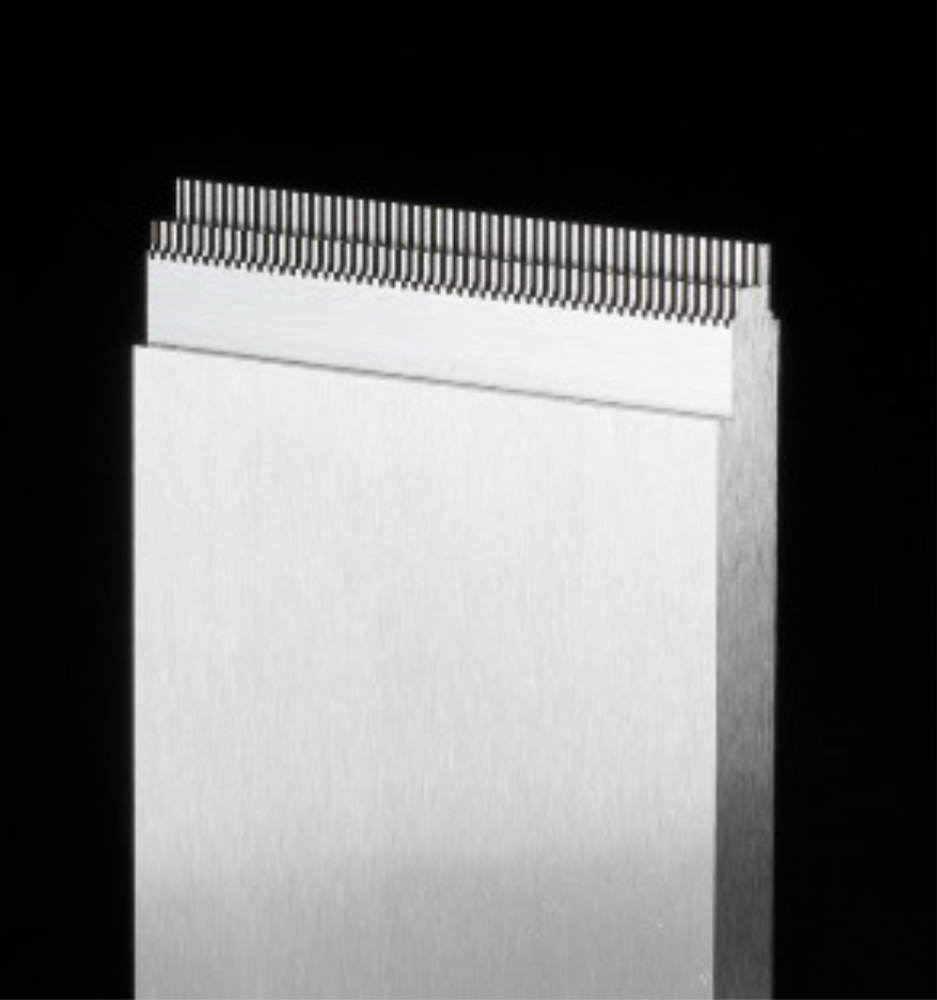
超精密成形研削盤UPZシリーズはリニアモータ駆動による高精度・高速の位置決め精度を実現。
ピッチ精度の高い電子部品金型等の研削において活躍をしています。
超精密成形研削盤UPZシリーズはリニアモータ駆動による高精度・高速の位置決め精度を実現。
ピッチ精度の高い電子部品金型等の研削において活躍をしています。
| 機械 | 超精密成形研削盤 UPZ210LiⅡ |
| 品名 | 光ファイバーアレイ |
| 寸法 | 4×1.5×0.8mm P0.4×9 |
| 材質 | ASP60 (HRC67~68) |
| 精度 | 累積ピッチ:0.3μm |
| 機械 | 超精密成形研削盤 UPZ210LiⅡ |
| 品名 | コネクタ |
| 寸法 | 24.5×20×1.6 P0.38×52 |
| 材質 | SKD11 (HRC56~58) |
| 精度 | 累積ピッチ-1.7μm |
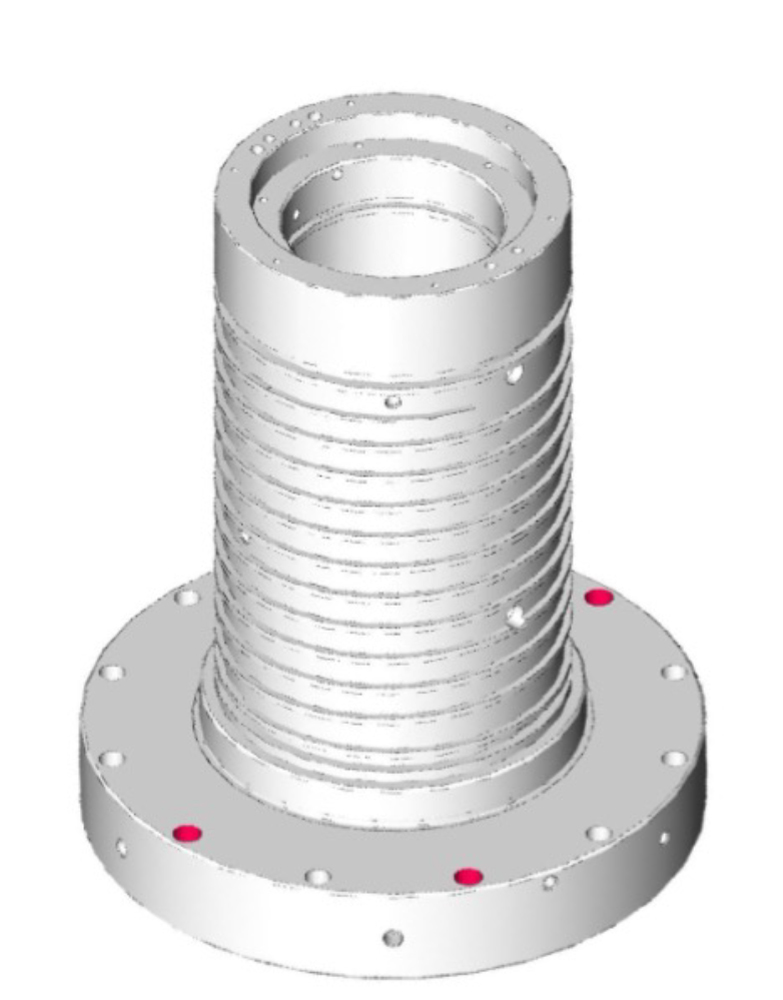
円筒研削盤で円筒状のワークの外周や端面を削る研削。
複合研削盤UGMシリーズでは外周・内面・端面の研削も全自動で加工可能です。
円筒研削盤で円筒状のワークの外周や端面を削る研削。
複合研削盤UGMシリーズでは外周・内面・端面の研削も全自動で加工可能です。
| 機械 | 立型複合円筒研削盤 UGM5V |
| 品名 | ステーター |
| 寸法 | φ200×342mm |
| 材質 | FC300 (HRC24) |
| 精度 | 真円度外径:0.4μm 円筒度外径:1.5μm 真円度内径:0.5μm |
| 機械 | 立型複合円筒研削盤 UGM5V |
| 品名 | 大型ギア |
| 寸法 | 外径φ450×内径φ130mm |
| 材質 | SNCM420 (HRC60~62) |
| 精度 | 真円度外径:1.8μm 真円度内径:1.4μm 表面粗さ内径:Ra 1.2μm |